



Pistoleto veleno MIM dalys
Metalo liejimas (Metal Injection Molding) yra komponentas, kuris į miltelinės metalurgijos sritį įveda modernią plastiko liejimo technologiją ir integruoja plastiko formavimo technologiją, polimerų chemiją, miltelinės metalurgijos technologiją ir metalo medžiagas.
produkto pristatymas
Pistoleto veleno MIM dalys | |||||||||
Prekė | Medžiaga | Gamybos procesas | Sukepinimo temperatūra | Pelėsiai | Pasirinktinis | ||||
Pistoleto velenas | 17-4 | Metalo įpurškimas | 1550 laipsnių | Pritaikyti | Taip | ||||
Cheminė sudėtis | C: mažesnis arba lygus 0.07 | ||||||||
Turimos medžiagos | Mažai anglies išskiriantis nerūdijantis plienas, titano lydinys (Ti, TC4), vario lydinys, volframo lydinys, kietasis lydinys, aukštos temperatūros lydinys (718, 713) | ||||||||
Baigti | Matmenų tikslumas | Produkto tankis | Išvaizdos gydymas | Tinkamas svoris | |||||
Šiurkštumas 1-5μm | (±{{0}},1 proc. -±0,5 proc.) | 92-95 proc | Veidrodinis atspindys | 0.03g-400g) | |||||
Mechaninės savybės | Tempiamasis stipris σb (MPa): sendintas 480 laipsnių kampu, didesnis arba lygus 1310; sendintas 550 laipsnių kampu, didesnis arba lygus 1060; sendintas 580 laipsnių kampu, didesnis arba lygus 1000; sendintas 620 laipsnių kampu, didesnis arba lygus 930 | ||||||||
Įvadas į MIM
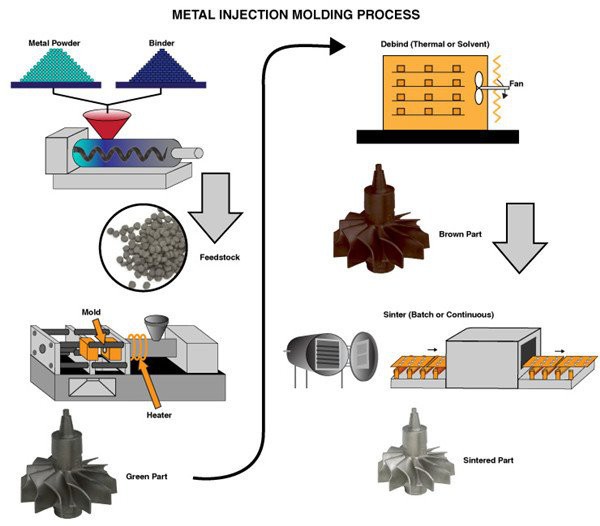
Metalo liejimas (Metal Injection Molding) yra komponentas, kuris į miltelinės metalurgijos sritį įveda modernią plastiko liejimo technologiją ir integruoja plastiko formavimo technologiją, polimerų chemiją, miltelinės metalurgijos technologiją ir metalo medžiagas. Nauja „beveik tinklo formos“ technologija. Pistoleto veleno MIM dalys gali naudoti liejimo liejimo ruošinius ir greitai pagaminti didelio tikslumo, didelio tankio, trimates sudėtingas konstrukcines dalis sukepinant, taip pat gali greitai ir tiksliai įgyvendinti dizaino idėjas gaminiuose su tam tikromis struktūrinėmis ir funkcinėmis savybėmis. gali būti tiesiogiai gaminami masiškai. MIM technologija apjungia techninius plastiko liejimo liejimo ir miltelinės metalurgijos pranašumus. Jis turi ne tik mažiau įprastų miltelių metalurgijos proceso etapų privalumus, nepjaustymą arba mažesnio pjovimo, taip pat didelę ekonominę naudą. Tuo pačiu metu jis įveikia tradicinį miltelių metalurgijos procesą. Pagrindiniai trūkumai – mažos eksploatacinės savybės, plona sienelė, sunkiai formuojama ir sudėtinga struktūra, tinka masinei mažų, tikslių, sudėtingų erdvinių formų gamybai ir specialių reikalavimų metalinių dalių gamybai.
MIM procesas tapo sparčiai besivystančia ir daug žadančia nauja „beveik tinklo formos“ technologija tarptautinės miltelinės metalurgijos srityje, o pramonė ją giria kaip „šiandien populiariausią komponentų formavimo technologiją“.
Ryšys tarp MIM ir PM, PIM
Miltelinė metalurgija (PowderMetallurgy, vadinama PM) yra metalo miltelių arba metalo miltelių (arba metalo miltelių ir nemetalinių miltelių mišinio) kaip žaliavų gamyba po formavimo ir sukepinimo, metalo medžiagų, kompozicinių medžiagų ir įvairių tipų pramoninių gaminių technologija. Miltelinė metalurgija turi unikalią cheminę sudėtį ir mechanines bei fizines savybes. Naudojant miltelinės metalurgijos technologiją, iš jo galima tiesiogiai pagaminti porėtas, pusiau tankias arba visiškai tankias medžiagas ir gaminius, tokius kaip alyvos guoliai, krumpliaračiai, kumšteliai, kreipiamieji strypai, peiliai ir kt. Tai retas be pjovimo procesas. Miltelinė metalurgija daugiausia apima keturis pagrindinius procesus: tradicinį metodą, metalo miltelių liejimą įpurškimu (MIM), metalo priedų gamybą (MAM) ir izostatinį presavimą (IP).
Miltelinis liejimas įpurškimas (PowderInjection Molding, vadinamas PIM) yra nauja metalinių ir keraminių dalių paruošimo technologija. Tai nauja komponentų apdorojimo technologija, sukurta miltelinių medžiagų formavimo srityje diegiant polimero liejimo technologiją. Ši technologija plastiko pramonėje taiko liejimo įpurškimo principą, sumaišo metalą, keramikos miltelius ir polimerinį rišiklį į vientisą viskoplastinį skystį, įpurškia į formą per įpurškimo mašiną, pašalina rišiklį ir sukepina, kad būtų pasiektas visiškas tankinimas. Ir gamino įvairias dalis. Pagal skirtingus žaliavų miltelius miltelių liejimo procese, jį galima suskirstyti į dvi kategorijas: viena yra keraminių miltelių liejimo technologija (Ceramic Injection Molding, vadinama CIM), o kita yra metalo miltelių liejimo liejimo technologija ( sutrumpintai MIM).
Galima pastebėti, kad metalo miltelių įpurškimo formavimas (MIM) priklauso miltelinės metalurgijos proceso tipui (PM) ir miltelių įpurškimo formavimo (PIM) klasifikacijai.
Techniniai MIM pranašumai
Tradicinės metalo apdirbimo technologijos, tokios kaip šaltasis apdirbimas, kalimas, štampavimas, tinka apdirbti dvimačius gaminius su paprastomis detalių struktūromis, tačiau sunku apdoroti trimačius ir sudėtingos formos gaminius. CNC technologija nereikalauja formų projektavimo ir gamybos, ji turi didelį laisvės laipsnį ir apdorojimo tikslumą, tačiau medžiagų švaistymas yra rimtas, o ypač mažų dalių ir dalių apdorojimas užtrunka ilgą laiką, mažą našumą ir brangias išlaidas. su sudėtingomis trimačiomis formomis.
Priešingai, Pistoleto veleno MIM dalių technologija yra beveik neto formos ir beveik nėra atliekų. Jis gali būti naudojamas masinei trimačių formų, sudėtingų konstrukcijų ir tikslių matmenų metalo gaminių gamyboje. Jis turi aukštą dizaino laisvės laipsnį. lyginamasis pranašumas.
Sudėtingoms dalims tradicinis metalo formavimas paprastai yra išardomas ir paverčiamas į atskiras dalis, o tada surenkamas. MIM procesas yra ekonomiškesnis dėl bendro apdorojimo ir supaprastintų apdorojimo procedūrų. Be to, tradicinio metalo formavimo kaina didėja dėl dalių sudėtingumo. MIM procesas išlaiko pastovias išlaidas, padidindamas formos sudėtingumą. Kuo sudėtingesnis produktas, tuo ekonomiškesnis MIM procesas, o sąnaudų pranašumas yra akivaizdesnis.
Aptikimo sistemos

Metalo liejimo procesas







Siųsti užklausą