





Pistoleto gaiduko MIM dalys
Metalo įpurškimo formavimas (trumpai – MIM) yra naujo tipo miltelinės metalurgijos beveik tinklinio formavimo technologija, gauta iš plastiko liejimo pramonės. Kaip visi žinome, plastiko liejimo technologija už mažą kainą gamina įvairių sudėtingų formų gaminius, tačiau plastiką Gaminio stiprumas nėra didelis.
produkto pristatymas
Pistoleto gaiduko MIM dalys | |||||||||
Prekė | Medžiaga | Gamybos procesas | Sukepinimo temperatūra | Pelėsiai | Pasirinktinis | ||||
Pistoleto gaidukas | 17-4 | Metalo įpurškimas | 1550 laipsnių | Pritaikyti | Taip | ||||
Cheminė sudėtis | C: mažesnis arba lygus 0.07 | ||||||||
Turimos medžiagos | Mažai anglies išskiriantis nerūdijantis plienas, titano lydinys (Ti, TC4), vario lydinys, volframo lydinys, kietasis lydinys, aukštos temperatūros lydinys (718, 713) | ||||||||
Baigti | Matmenų tikslumas | Produkto tankis | Išvaizdos gydymas | Tinkamas svoris | |||||
Šiurkštumas 1-5μm | (±{{0}},1 proc. -±0,5 proc.) | 92-95 proc | Veidrodinis atspindys | 0.03g-400g) | |||||
Mechaninės savybės | Tempiamasis stipris σb (MPa): sendintas 480 laipsnių kampu, didesnis arba lygus 1310; sendintas 550 laipsnių kampu, didesnis arba lygus 1060; sendintas 580 laipsnių kampu, didesnis arba lygus 1000; sendintas 620 laipsnių kampu, didesnis arba lygus 930 | ||||||||
Produkto taikymas
Miltelinė metalurgija metalo įpurškimas MIM įžengė į jūsų gyvenimą, gal jūs to nesuvokiate, bet tai kažkaip vyksta ir egzistuoja mūsų kasdienybėje.
• Medicinos ir stomatologijos taikymas
Ortodontinių breketų dalys, chirurginiai instrumentai, implantuojamos MIM dalys, kelio implantų dalys
• Taikymas automobilių pramonėje
Variklio svirtys, pavarų perjungimo svirtys, turbokompresoriaus mentės
• IT, elektroninių priemonių ir ryšių taikomosios programos
Optinės skaidulos dalys, šaldymo plokštės ir radiatoriai, mobiliųjų telefonų dalys
• Taikymas laivų statybos ir aviacijos pramonėje
Saugos diržų dalys, alyvos išleidimo vožtuvo slėgio lizdas, oro lainerio sklendės varžto sandariklis, raketos degiklio įtaisas
• Taikymas plataus vartojimo produktuose
Laikrodžių dėklai ir susijusios dalys, akinių dalys, fotoaparato trikojo korpusai, MIM gitaros derintuvo dangteliai
• Taikymas kariuomenėje ir gynyboje
Pistoleto gaidukas, "saugos ir atidarymo saugos" rotorius, pistoleto viršutinės lenkimo fiksavimo saugos dalys
• Taikymas kitose srityse
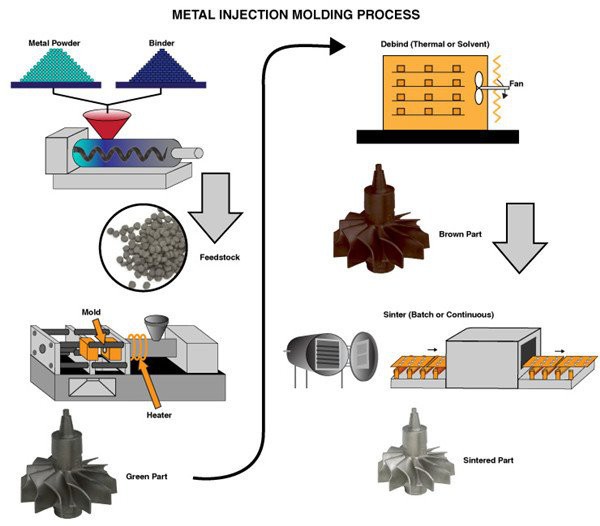
MIM procesas daugiausia apima 8 svarbias grandis, tokias kaip gaminio projektavimas, formų dizainas, kokybės tikrinimas, maišymas, formavimas, riebalų šalinimas, sukepinimas ir antrinis apdorojimas, tarp kurių nustatoma, ar reikalingas paviršiaus apdorojimas, atsižvelgiant į gaminio charakteristikas.
MIM proceso schema
Toliau pateikiama dalių gamybos proceso analizė iš keturių unikalių MIM apdorojimo etapų (maišymo, formavimo, atrišimo ir sukepinimo).
1. sumaišyti
Smulkūs metalo milteliai tiksliomis proporcijomis maišomi su termoplastinėmis ir parafino rišikliais.
2. Formavimas
Įpurškimo liejimo įranga ir metodai yra panašūs į liejimo liejimą. Granuliuota žaliava siunčiama į mašiną, kad ji būtų kaitinama ir įpurškiama į formos ertmę esant aukštam slėgiui, kad susidarytų ruošinys.
3. Riebalų šalinimas
Atrišimas yra rišiklio pašalinimo iš formuotų dalių procesas, paprastai atliekamas keliais etapais. Po to, kai dalis rišiklio ekstrahuojama tirpikliu, reikalingas terminis atjungimas, kad būtų pašalintas likęs rišiklis. Atskirdami ryšį, kontroliuokite anglies kiekį ir sumažinkite deguonies kiekį partijoje.
4. Sukepinimas
Sukepinimas atliekamas sukepinimo krosnyje su kontroliuojama atmosfera. Didelis MIM dalių tankis pasiekiamas dėl aukštos sukepinimo temperatūros ir ilgo sukepinimo laiko, o tai labai pagerina ir pagerina dalių medžiagų mechanines savybes.
Metal įpurškimas
Metalo įpurškimo formavimas (trumpai – MIM) yra naujo tipo miltelinės metalurgijos beveik tinklinio formavimo technologija, gauta iš plastiko liejimo pramonės. Kaip visi žinome, plastiko liejimo technologija už mažą kainą gamina įvairių sudėtingų formų gaminius, tačiau plastiką Gaminio stiprumas nėra didelis. Siekiant pagerinti jo eksploatacines savybes, į plastiką galima įberti metalo arba keramikos miltelių, kad išgautų didesnį tvirtumą ir gerą atsparumą dilimui. Pastaraisiais metais ši idėja buvo tobulinama siekiant maksimaliai padidinti kietųjų medžiagų kiekį ir visiškai pašalinti rišiklį bei sutankinti formos korpusą vėlesnio sukepinimo metu. Šis naujas miltelinio metalurgijos formavimo būdas vadinamas metalo liejimu. Kiniškas pavadinimas Metalo įpurškimas Formavimas Užsienio pavadinimas Metalo liejimo liejimas Pagrindiniai metalo liejimo proceso etapai yra šie: pirmiausia pasirinkite metalo miltelius ir rišiklį, atitinkantį MIM reikalavimus, o tada naudokite tinkamus metodus, kad sumaišytumėte miltelius ir rišiklį tam tikroje temperatūroje. Vienodas padavimas, įpurškimas po granuliavimo ir gautas formos ruošinys yra nuriebalinamas, o po to sukepinamas ir tankinamas, kad taptų galutiniu produktu.
1. MIM milteliai ir miltelių gamybos technologija MIM kelia aukštus reikalavimus žaliavos milteliams, o miltelių pasirinkimas turi būti palankus maišymui, liejimui, riebalų šalinimui ir sukepimui, kurie dažnai yra prieštaringi. MIM žaliavos miltelių tyrimai apima: miltelių formą, dalelių dydį ir dalelių dydžio sudėtį, specifinį paviršiaus plotą ir kt. 1 lentelėje pateikiamos tinkamiausios MIM žaliavos miltelių savybės. Dėl labai smulkių MIM žaliavos miltelių reikalavimo, MIM žaliavos miltelių kaina paprastai yra didesnė, o kai kurie net 10 kartų viršija tradicinių PM miltelių kainą. Tai yra pagrindinis veiksnys, kuris šiuo metu riboja platų MIM technologijos taikymą. Yra karbonilo metodas, ypač aukšto slėgio vandens purškimo metodas, aukšto slėgio dujų purškimo metodas ir kt.
2. Binder Binder yra MIM technologijos pagrindas. MIM sistemoje rišiklis turi dvi pagrindines funkcijas – pagerinti sklandumą, kad būtų tinkamas liejimui įpurškiant, ir išlaikyti bloko formą. Be to, jis turėtų būti lengvai nuimamas, neteršiantis, netoksiškas, už prieinamą kainą ir pan., kuriems atsirado įvairių klijų. Pastaraisiais metais jie palaipsniui renkasi nuo empirinės atrankos iki tikslinių riebalų šalinimo metodų ir klijų funkcijų reikalavimų. Segtuvų sistemos projektavimo kūrimo kryptis. Rišikliai paprastai susideda iš mažos molekulinės masės ir didelės molekulinės masės komponentų bei kai kurių būtinų priedų. Mažos molekulinės masės komponentai turi mažą klampumą, gerą sklandumą ir lengvai pašalinami; didelės molekulinės masės komponentai pasižymi dideliu klampumu ir dideliu stiprumu bei palaiko suformuoto ruošinio stiprumą. Tinkamas šių dviejų santykis yra suderinamas, kad būtų pasiektas didelis miltelių kiekis ir galiausiai produktas, pasižymintis dideliu tikslumu ir vienodumu.
3. Minkymas Minkymas yra metalo miltelių ir rišiklio sumaišymo procesas, kad būtų pasiektas vienodas padavimas. Sumaišymas yra svarbus proceso etapas, nes žaliavos savybės lemia galutinio įpurškimo formos gaminio savybes. Tai priklauso nuo daugelio veiksnių, tokių kaip rišiklio ir miltelių įdėjimo būdas ir tvarka, maišymo temperatūra ir maišymo įrenginio charakteristikos. Šis proceso žingsnis įstrigo pasikliauti patirtimi ir tyrinėjimu. Svarbus maišymo proceso kokybės vertinimo rodiklis yra gauto pašaro vienodumas ir konsistencija. MIM pašarų maišymas atliekamas kartu veikiant šiluminiam efektui ir šlyties jėgai. Maišymo temperatūra neturi būti per aukšta, antraip rišiklis gali suirti arba dėl per mažo klampumo gali atsiskirti milteliai ir rišiklio fazės. Kalbant apie šlyties jėgą, ji skirsis priklausomai nuo maišymo metodo. Maišymo įtaisai, dažniausiai naudojami MIM, yra dviejų sraigčių ekstruderiai, Z formos sparnuotės maišytuvai, vieno sraigtiniai ekstruderiai, stūmokliniai ekstruderiai, dvigubi planetiniai maišytuvai, dvigubo kumštelio maišytuvai ir kt. Visi šie maišymo įrenginiai yra tinkami mišiniams, kurių klampumas yra diapazonas 1-1000Pas. Maišymo metodas paprastai yra pridėti aukštos lydymosi temperatūros komponentus, kad ištirptų, tada sumažinti temperatūrą, pridėti žemos lydymosi temperatūros komponentus ir tada partijomis pridėti metalo miltelių. Tai gali užkirsti kelią žemos lydymosi temperatūros komponentų dujofikavimui arba skilimui, o metalo miltelių pridėjimas partijomis gali užkirsti kelią greitam sukimo momento padidėjimui dėl per greito aušinimo ir sumažinti įrangos nuostolius. Šėrimo būdui, kai maišomi milteliai su skirtingo dydžio dalelėmis, Japonijos patento įvedimas: pirmiausia į rišiklį įpilkite tirštesnių 15-40um vandens purškiamų miltelių, tada įpilkite 5-15um miltelių ir galiausiai įpilkite miltelių su miltelių laipsnis yra mažesnis arba lygus 5 um, kad gautas galutinio produkto susitraukimo pokytis būtų labai mažas. Norint tolygiai padengti rišiklio sluoksnį aplink miltelius, metalo milteliai taip pat gali būti tiesiogiai pridedami prie aukštos lydymosi temperatūros komponento, tada pridedamas žemos lydymosi temperatūros komponentas ir galiausiai pašalinamas oras. Pavyzdžiui, Anwaras tiesiogiai įmaišė PMMA suspensiją į nerūdijančio plieno miltelius maišymui, tada pridėjo PE tirpalo, išdžiovino ir maišydamas pašalino orą. O'connor naudoja tirpiklių maišymą, pirmiausia sausai sumaišo SA ir miltelius, tada prideda THF tirpiklio, tada prideda polimero, po to, kai THF išbėga karštyje, tada prideda miltelių ir mišinių, kad gautų vienodą padavimą.
4. Įpurškimas Liejimo tikslas yra gauti MIM liejimo korpusą be defektų ir vienodą norimos formos dalelių išdėstymą. Kaip parodyta 1 paveiksle, pirmiausia granuliuotas pašaras pašildomas iki tam tikros aukštos temperatūros, kad būtų skystas, o tada įšvirkščiamas į formos ertmę, kad atvėstų, kad būtų gaunamas norimos formos standus žalias korpusas, o tada išimti iš formos Išimkite, kad gautumėte MIM formavimo ruošinį. Šis procesas atitinka tradicinį plastiko liejimo liejimo procesą, tačiau dėl didelio miltelių kiekio MIM pašaruose yra didelių skirtumų tarp proceso parametrų ir kitų liejimo proceso aspektų, o dėl netinkamo valdymo gali atsirasti įvairių defektų.
5. Riebalų šalinimas Nuo MIM technologijos atsiradimo, naudojant skirtingas rišiklių sistemas, buvo suformuoti įvairūs MIM proceso keliai, taip pat įvairūs riebalų šalinimo būdai. Riebalų šalinimo laikas sutrumpėjo nuo pirmųjų dienų iki kelių valandų. Iš riebalų šalinimo etapų visus riebalų šalinimo būdus galima grubiai suskirstyti į dvi kategorijas: viena yra dviejų etapų riebalų šalinimo metodas. Dviejų etapų riebalų šalinimo metodas apima riebalų šalinimą tirpikliu ir terminį riebalų šalinimą, sifoninį riebalų šalinimą ir terminį riebalų šalinimą ir tt Vienpakopis riebalų šalinimo metodas daugiausia yra vieno etapo terminis riebalų šalinimo metodas, o šiuo metu pažangiausias yra amaetamoldo metodas. Toliau pateikiami keli tipiniai MIM riebalų šalinimo metodai.
6. Sukepinimas Sukepinimas yra paskutinis Pistoleto trigerio MIM dalių MIM proceso žingsnis. Sukepinus pašalinamos poros tarp miltelių dalelių. Dėl to MIM produktai pasiekia visišką arba beveik visišką tankinimą. Dėl didelio kiekio rišiklio panaudojimo metalo įpurškimo liejimo technologijoje, sukepinimo metu susitraukimas yra labai didelis, o jo linijinis susitraukimo greitis paprastai siekia 13 procentų -25 procentų, todėl kyla deformacijos kontrolės ir matmenų problema. tikslumo kontrolė. Ypač todėl, kad dauguma MIM gaminių yra specialios formos sudėtingų formų dalys, ši problema tampa vis ryškesnė. Vienodas padavimas yra pagrindinis galutinių sukepintų gaminių matmenų tikslumo ir deformacijos kontrolės veiksnys. Didelis miltelių čiaupo tankis gali sumažinti sukepinimo susitraukimą, taip pat naudingas sukepinimo procesui ir matmenų tikslumo kontrolei. Tokiems gaminiams, kaip geležies pagrindu pagamintas ir nerūdijantis plienas, taip pat yra anglies potencialo kontrolės sukepinimo metu problema. Dėl didelės smulkių miltelių kainos šiuo metu yra svarbus būdas sumažinti miltelių liejimo gamybos sąnaudas, siekiant ištirti patobulintą stambių miltelių suspaudimo technologiją. Ši technologija yra svarbus metalo miltelių liejimo liejimo tyrimų aspektas. Dėl sudėtingos formos ir didelio MIM produktų susitraukimo sukepinant daugumą gaminių po sukepinimo vis tiek reikia apdoroti po sukepinimo, įskaitant formavimą, terminį apdorojimą (karbonizavimą, nitridavimą, karbonitridavimą ir kt.), paviršiaus apdorojimą (smulkiu šlifavimu, jonų azoto chemine medžiaga, galvanizavimas, šveitimas ir kt.) ir kt.
Aptikimo sistemos

Metalo liejimo procesas







Siųsti užklausą